 Українська
Українська English
English Español
Español Português
Português русский
русский français
français 日本語
日本語 Deutsch
Deutsch Tiếng Việt
Tiếng Việt Italiano
Italiano Nederlands
Nederlands ไทย
ไทย Polski
Polski 한국어
한국어 Svenska
Svenska magyar
magyar Malay
Malay বাংলা
বাংলা Dansk
Dansk Suomi
Suomi हिन्दी
हिन्दी Pilipino
Pilipino Türk
Türk Gaeilge
Gaeilge عربى
عربى Indonesia
Indonesia norsk
norsk اردو
اردو čeština
čeština Ελληνικά
Ελληνικά Javanese
Javanese فارسی
فارسی தமிழ்
தமிழ் తెలుగు
తెలుగు नेपाली
नेपाली Burmese
Burmese български
български ລາວ
ລາວ Latine
Latine Қазақ
Қазақ Euskal
Euskal Azərbaycan
Azərbaycan slovenský
slovenský Македонски
Македонски Lietuvos
Lietuvos Eesti Keel
Eesti Keel Română
Română Slovenski
Slovenski मराठी
मराठी Српски
Српски 简体中文
简体中文 Esperanto
Esperanto Afrikaans
Afrikaans Català
Català עִברִית
עִברִית Cymraeg
Cymraeg Galego
Galego 繁体中文
繁体中文 Latvietis
Latvietis icelandic
icelandic יידיש
יידיש Беларус
Беларус Hrvatski
Hrvatski Kreyòl ayisyen
Kreyòl ayisyen Shqiptar
Shqiptar Malti
Malti lugha ya Kiswahili
lugha ya Kiswahili አማርኛ
አማርኛ Bosanski
Bosanski Frysk
Frysk ជនជាតិខ្មែរ
ជនជាតិខ្មែរ ქართული
ქართული ગુજરાતી
ગુજરાતી Hausa
Hausa Кыргыз тили
Кыргыз тили ಕನ್ನಡ
ಕನ್ನಡ Corsa
Corsa Kurdî
Kurdî മലയാളം
മലയാളം Maori
Maori Монгол хэл
Монгол хэл Hmong
Hmong IsiXhosa
IsiXhosa Zulu
Zulu Punjabi
Punjabi پښتو
پښتو Chichewa
Chichewa Samoa
Samoa Sesotho
Sesotho සිංහල
සිංහල Gàidhlig
Gàidhlig Cebuano
Cebuano Somali
Somali Точик
Точик O'zbek
O'zbek Hawaiian
Hawaiian سنڌي
سنڌي Shinra
Shinra հայերեն
հայերեն Igbo
Igbo Sundanese
Sundanese Lëtzebuergesch
Lëtzebuergesch Malagasy
Malagasy Yoruba
Yoruba










Специфікація процесу виготовлення трафарету SMT включає кілька важливих компонентів і кроків для забезпечення якості та точності трафарету. Тепер нехай ' дізнається про ключові елементи, задіяні в виготовлення трафаретів SMT:
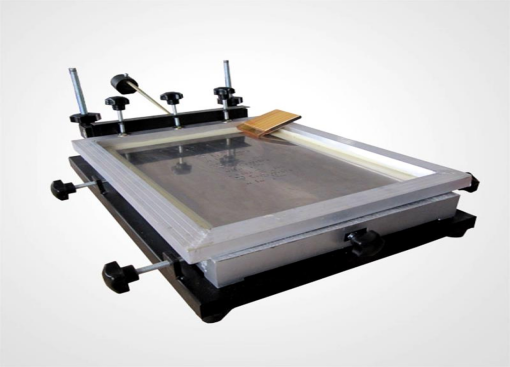
1. Рама: рама може бути знімною або фіксованою. Знімні рамки дозволяють повторно використовувати рамку, змінивши аркуш трафарету, тоді як фіксовані рамки використовують клей для прикріплення сітки до рамки. Розмір рами визначається вимогами принтера паяльної пасти, із загальними розмірами, такими як 29" x 29" (736 x 736 мм) для таких машин, як моделі DEK 265 і MPM UP3000. Матеріалом рами є, як правило, алюмінієвий сплав товщиною 40 ± 3 мм і допуском на площинність не більше 1,5 мм.
2. Сітка: Сітка використовується для кріплення листа трафарету та рамки та може бути виготовлена з дроту з нержавіючої сталі або високополімерного поліестеру. Дротова сітка з нержавіючої сталі зазвичай використовується з кількістю вічок близько 100, що забезпечує стабільне та достатнє натягнення. Також використовується поліефірна сітка через її міцність і стійкість до деформації.
3. Лист трафарету: аркуш трафарету або фольга виготовляється з таких матеріалів, як нержавіюча сталь, товщиною від 0,08 мм до 0,3 мм (4-12 MIL). Вибір матеріалу та товщини має вирішальне значення для довговічності трафарету, стійкості до корозії, пластичності та коефіцієнта теплового розширення, які безпосередньо впливають на термін служби трафарету.
4. Клей: Клей, який використовується для склеювання рамки та листа трафарету, відіграє значну роль у роботі трафарету. Він має підтримувати міцне зчеплення та протистояти різноманітним розчинникам для очищення трафаретів, не вступаючи в хімічну реакцію.
5. Процес виготовлення трафарету: Процес виготовлення трафарету може включати різні методи, такі як лазерне різання, хімічне травлення або гальванопластика. Лазерне різання — це поширений метод, який використовує високоенергетичні лазери для точного вирізання трафаретного листа з подальшим електрополіруванням для зменшення шорсткості стінок отвору. Цей метод підходить для пристроїв з дрібним кроком і забезпечує високий рівень точності та чистоти.
6. Дизайн трафарету: дизайн трафарету включає розмір отвору, який є вирішальним для контролю якості процесу друку паяльною пастою. Розмір апертури, як правило, трохи менший за розмір площадки на друкованій платі, особливо для пристроїв з малим кроком, щоб запобігти таким проблемам, як кульки припою або перемикання.
7. Натяг трафарету: натяг трафарету важливий для його ефективності та зазвичай вимірюється в дев’яти точках на аркуші трафарету. Сила натягу має бути в межах зазначеного діапазону, наприклад більше або дорівнювати 40 Н/см для нових аркушів трафарету, і замінити, якщо вона падає нижче 32 Н/см.
8. Точки позначки: точки позначки на трафареті важливі для точного вирівнювання з друкованою платою під час процесу друку. Кількість і положення цих точок має відповідати позначкам на друкованій платі.
9. Вибір товщини трафарету: товщина листа трафарету вибирається на основі найменшого кроку прокладки та розміру компонента на друкованій платі. Більш тонкі трафарети використовуються для дрібнішого кроку, тоді як товщі трафарети використовуються для більшого кроку.
Підсумовуючи, інструкції щодо використання трафарету можна сформулювати в таких пунктах:
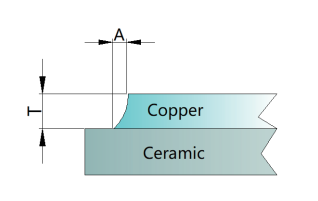
1. Отвори мають природну трапецієподібну форму, причому верхній отвір зазвичай на 1–5 мил більший за нижній, що полегшує виділення паяльної пасти.
2. Допуск розміру апертури становить приблизно від 0,3 до 0,5 mil, з точністю позиціонування менше 0,12 mil.
3. Вартість вища, ніж хімічне травлення, але нижча, ніж електроформовані трафарети.
4. Стінки отвору не такі гладкі, як у гальванічних шаблонів.
5. Загальна товщина для виготовлення шаблону становить від 0,12 до 0,3 мм.
6. Зазвичай рекомендується для друку із значеннями кроку компонентів 20 mil або менше.
Дотримуючись цих специфікацій і процесів, Sanxis може гарантувати, що трафарети SMT високої якості та придатні для точного і надійний друк паяльною пастою.
У наступній статті новин ми представимо вимоги до конструкції для виготовлення трафаретів SMT.
